




Введение
Коротко: осевое смещение и несоосность валов — частые причины повышенной вибрации, ускоренного износа подшипников и протечек уплотнений. В промышленных механизмах ошибка центрации даже в десятки микрон может привести к серьёзным потерям производительности и внеплановым остановкам. В этой статье приводятся практические методы диагностики, измерения и коррекции осевого смещения и связанных видов несоосности. Читатель получит: классификацию видов смещения, пошаговые процедуры центровки валов с контрольными точками и допустимыми погрешностями, примеры расчётов подкладок (shim), сравнительные таблицы методов измерений, критерии для вмешательства по вибродиагностике и рекомендации по интеграции онлайн-мониторинга с плановым обслуживанием. Материал нейтрален, ориентирован на техников, наладчиков и инженеров по ремонту оборудования.
Типы смещения и их влияние на узел
Краткое введение: различают три базовые категории несоосности — параллельную (поперечную), угловую и осевую. Каждая даёт характерную картину нагрузки на подшипники, уплотнения и корпус. Понимание типа смещения важно для выбора метода коррекции и допустимых погрешностей.
Критерий Описание Комментарий эксперта Параллельная несоосностьОси валов смещены параллельно друг другу (мм/м или мкм)Часто исправляется прокладками или регулировкой опор
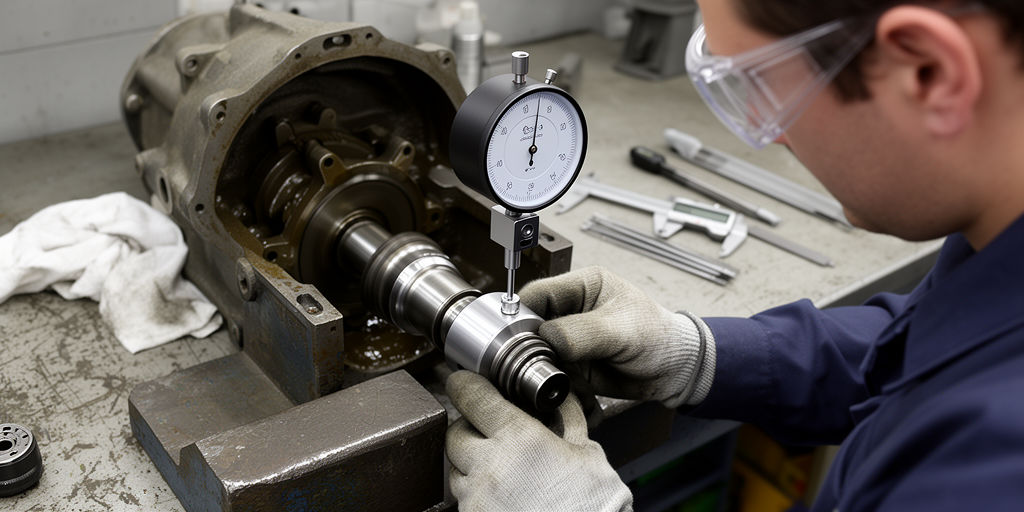
Инструменты и методы измерения
Кратко: выбор метода зависит от требуемой точности, условий на площадке и доступного времени. Простые методы — щупы и микрометрические индикаторы; высокоточные — лазерная центровка и оптические системы. Для полевых работ оптимальна комбинация индикаторов для грубой выверки и лазера для финальной центровки. При выборе крепежных элементов и фиксаторов учитывайте необходимость предотвращения осевого смещения — например, применение фиксаторов для вала в узлах с осевыми нагрузками снижает риск нежелательного смещения после центровки.

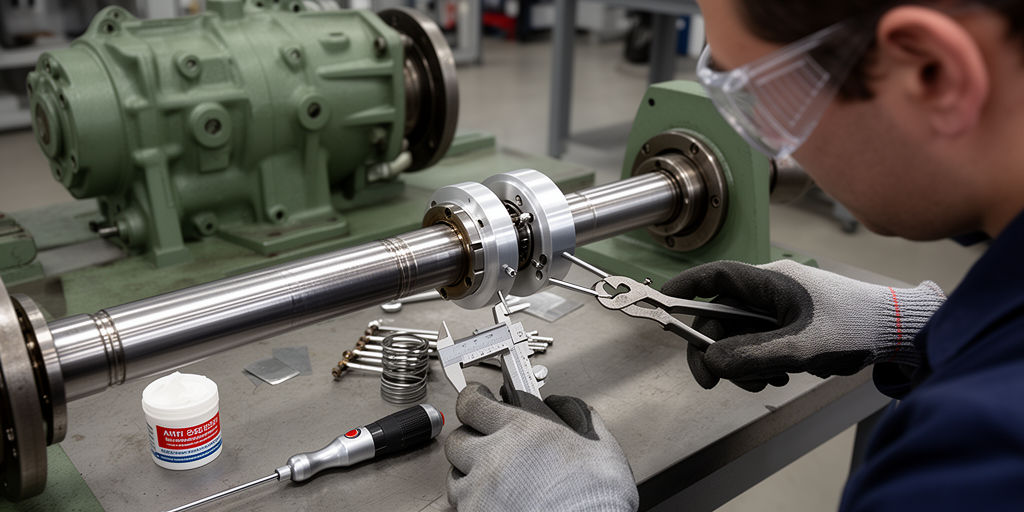
Пошаговая центровка валов: процедура и контрольные точки
Краткое введение: центровка валов включает подготовку, первоначальную грубую выверку, точную настройку и контроль. Ключ — измерения на одинаковых температурных условиях и фиксация опорных баз.
Критерий Описание Комментарий эксперта Точка контроля 1Разность показаний индикатора по диаметруЗапись до и после корректировки
Чек-лист для полевой центровки
- Подготовка: очистка посадочных поверхностей, проверка баз опор.
- Безопасность: останов оборудования, блокировка привода, метки блокировки.
- Первичные замеры: измерить несоосность индикаторами/щупами.
- Корректировка: изменение положения опор, добавление shim-подкладок, регулировка хомутов.
- Финальная проверка: лазер/индикатор, запись допуска в журнал.
- Фиксация: применить осевые фиксирующие элементы при необходимости.
Примеры расчётов: подкладки (shim), пересчёт и корректировки
Краткое введение: стандартная задача — рассчитать толщину shim для устранения параллельной несоосности. Приведены упрощённые формулы и примеры перевода мкм в мм.
Пример 1 — расчёт shim: измерена параллельная несоосность 0,12 мм между опорами на длине 600 мм. Для устранения требуемое смещение опоры = 0,12 мм. Если используются две подкладки под одной опорой, каждая должна иметь толщину ≈0,06 мм. Практика: округлять до ближайшей доступной толщины подкладки и компенсировать остаток регулировкой болтов.
Пересчёт: 120 мкм = 0,12 мм. При допусках в 0,02 мм остаток корректируется регулировкой натяга/хомутов.
Пример 2 — корректировка подшипникового узла: при осевом смещении ротора на 0,15 мм требуется проверить зазор упорных подшипников и при необходимости установить ограничительные элементы (шайбы/кольца) с суммарной толщиной, равной измеренному смещению за вычетом технологических зазоров.
Сравнительная матрица методов измерения
Краткое введение: подбор метода зависит от точности, времени и условий. Ниже — матрица с оценкой точности и типичного времени выполнения.
Метод Точность (мкм) Время выполнения Ограничения Линейка + щупы500–2000БыстроНизкая точность, трудоёмко на длинных осях Микрометрические индикаторы50–200СреднееЗависит от квалификации Лазерная центровка1–10СреднееЧувствительна к вибрации, требует калибровки Вибродиагностика (спектры)— (сигнатуры)БыстроНужна интерпретация сигнала Динамическая балансировка10–100Зависит от ротораНе устраняет осевую несоосность сама по себе
Диагностика: сигналы для немедленного вмешательства
Краткое введение: на что обращать внимание при мониторинге состояния узла, чтобы своевременно обнаружить осевое смещение.
- Вибрация: рост виброамплитуды на частоте вращения и его гармониках. Несоосность часто проявляется широкополосной составляющей и вторичной гармоникой.
- Температура подшипников: устойчивый рост >5–10 °C за короткий период указывает на перекос/осевое смещение.
- Увеличение тока двигателя при неизменной нагрузке — косвенный признак смещения ротора.
- Протечки уплотнений, ускоренный износ шайб и упорных колец.
Рекомендация: применять пороговые значения в системе мониторинга и запускать визуальную проверку при превышении: вибрация RMS > допустимого по ISO/ГОСТ или рост температуры на 5 °C за смену.
Системы мониторинга и интеграция с ТО
Краткое введение: онлайн-вибромониторинг и алерты позволяют обнаруживать трендовые отклонения до отказа. Интеграция с плановым обслуживанием снижает число внеплановых ремонтов.
- Архитектура: датчики на подшипниках, центральный контроллер, аналитика с порогами и алертами.
- Интеграция: передача событий в систему CMMS, автоматическая генерация заданий на проверку центровки валов.
- Аналитика: частотный анализ для разделения дисбаланса и несоосности; несоосность проявляет характерные гармоники и фазовые сдвиги.
Температурные деформации и компенсация при центровке
Краткое введение: термическое расширение может изменить соосность после прогрева оборудования. Учет температурных эффектов обязателен при точной центровке.
- Правило: проводить финальную центровку при рабочей температуре либо предусмотреть компенсацию, рассчитанную по ΔL = α·L·ΔT.
- Практика: измерить геометрию после прогрева в течение типичной рабочей смены и зафиксировать опорные базы.
- При значительных перепадах температур использовать скользящие опоры и контроль осевых фиксаторов.
Стандарты, допуски и целевые значения
Краткое введение: применение ГОСТ/ISO помогает определить приемлемые уровни вибрации и допуски несоосности. Пример интерпретации ISO 10816-3 для машины средней мощности приведён ниже.
Параметр Рекомендуемый допуск Примечание Параллельная несоосность0,05–0,2 мм (в зависимости от валов)Для точных насосов и компрессоров — ближе к нижней границе Угловая несоосность0,5–2 мм/мИзмерять по длине опор Осевое смещение (люфт)0,01–0,2 ммЗависит от типа подшипников и требований уплотнений
Таблица допусков (типичные значения) помогает выставлять целевые параметры при приёмке работ и плановой проверке. При интерпретации используйте соответствующие разделы ГОСТ/ISO и требования производителя оборудования.
Выводы
Ключевые моменты: - Осевое смещение и несоосность валов влияют на ресурс подшипников, эффективность уплотнений и энергопотребление. - Метод устранения выбирается по критериям точности, времени и условий: для высокой точности применяют лазерную центровку, для оперативной — индикаторы и подкладки. - Пошаговая центровка включает подготовку, грубую выверку, точную настройку и контроль при рабочей температуре. - Расчёты shim-подкладок и проверка зазоров подшипников позволяют компенсировать параллельное и осевое смещение. - Инструменты мониторинга и пороговые алерты ускоряют обнаружение проблем; интеграция с ТО минимизирует внеплановые ремонты. Экспертное мнение: сочетание корректной диагностики (вибродиагностика, спектры) и точных измерений (лазер) даёт наилучший результат по снижению рисков смещения. Регулярные записи замеров и соблюдение стандартов сокращают вероятность повторных несоосностей и продлевают срок службы узлов.






























