




Как снизить издержки АБЗ без покупки нового завода? Читайте ТЭО точечной модернизации. Расскажем, как замена изношенного сушильного барабана на агрегат с оптимизированными лопатками экономит до 2 куб м газа на тонну асфальта и окупается за один сезон.

Макроэкономические тиски в дорожно-строительном секторе РФ
Современный этап развития отечественной дорожно-строительной отрасли характеризуется серьезным давлением со стороны внешних экономических факторов. Затяжной период удержания высокой ключевой ставки рефинансирования привел к ситуации, которую многие производственные компании называют инвестиционной паузой. Классические инструменты долгового финансирования, такие как коммерческие кредиты на развитие бизнеса и долгосрочный лизинг, стали финансово неподъемными для большинства предприятий реального сектора.
В условиях, когда плата за пользование заемными средствами превышает среднюю маржинальность обрабатывающих производств, привлечение внешнего капитала становится экономически нецелесообразным. Региональные заводы, выпускающие строительные материалы, а также крупные холдинги столкнулись с острым дефицитом ликвидности. Оборотный капитал постепенно вымывается со счетов, а необходимость обслуживания ранее взятых обязательств вынуждает руководство сокращать инвестиционные бюджеты на глобальное обновление парка техники.
Текущая макроэкономическая обстановка требует полной смены парадигмы управления промышленными активами. Экстенсивный путь развития, подразумевающий покупку готовых заводов и масштабных импортных линий под ключ за счет кредитных траншей, полностью исчерпан. Единственным сценарием выживания и сохранения долгосрочной конкурентоспособности становится интенсивный подход, направленный на оптимизацию внутренних ресурсов.
Промышленные предприятия вынуждены искать скрытые внутренние резервы, снижать операционные издержки и проводить точечную модернизацию ключевых узлов, обладающих максимальным коэффициентом возврата вложений. Такой подход позволяет минимизировать капитальные вложения и защитить бизнес от деструктивного воздействия заемного капитала. Внедрение локальных инженерных решений помогает сохранить технологический уровень производства без фатального роста долговой нагрузки.
Каждое дорожно-строительное объединение сегодня стоит перед выбором: заморозить развитие до изменения финансовой политики или адаптировать существующие мощности под новые экономические реалии. Опыт показывает, что стратегическая ставка на восстановление и частичное обновление имеющегося оборудования в соответствии с фактическими потребностями рынка является наиболее устойчивой. Это позволяет гибко реагировать на изменение объемов заказов и гарантирует стабильную службу предприятия в условиях кризиса.
Скрытые потери асфальтосмесительных установок: где завод незаметно теряет миллионы

Одним из наиболее емких каналов потерь для любого дорожно-строительного или асфальтобетонного производства традиционно является неэффективное использование энергоресурсов на этапе термообработки. В базовой структуре себестоимости готовой продукции затраты на энергоносители, необходимые для нагрева и просушки минерального сырья, составляют значительную долю. Многие заводы годами эксплуатируют изношенные агрегаты, закладывая перерасход топлива в конечную стоимость материалов, что сегодня ведет бизнес в логистический и финансовый тупик.
Постоянный рост тарифов на энергоносители, удорожание логистики и повышение стоимости каменных материалов кардинально меняют математику производственного процесса. Привезенное карьерное сырье на входе на предприятие имеет высокую естественную влажность, которая блокирует работу стандартной смесительной системы. В условиях, когда несущая металлоконструкция, бункеры агрегата питания и емкости готовой смеси еще способны отработать не один сезон, старый или деформированный сушильный барабан абз становится главным источником технологических убытков предприятию и перерасхода энергоресурсов.
Геометрическая деформация обечайки, сквозные прогары металла корпуса и разрушение внутренних лопаток приводят к нарушению теплового баланса камеры нагрева. Топочные газы уходят в дымоход, не передавая энергию песку и щебню, что снижает общий КПД асфальтосмесительной установки. В результате горелка работает на максимальной мощности, увеличивая расход дефицитного газа, мазута или дизельного топлива, но не обеспечивая требуемой температуры сырья перед смешиванием.
Технологический аудит изношенных производственных линий часто выявляет следующие критические проблемы:
- Критические ошибки весового дозирования из-за комкования влажного материала на выходе из сушильного узла;
- Постоянные простои конвейерной и сортировочной техники по причине аварийных остановок температурного контура;
- Ускоренное истирание внутренних поверхностей смесителя и других смежных механизмов недосушенной фракцией песка;
- Повышенная запыленность рабочей зоны из-за неэффективного взаимодействия сушки и фильтровальной системы;
- Нестабильное качество выпускаемых асфальтобетонных смесей, не соответствующее современным отраслевым стандартам.
Стратегия выживания промышленных компаний диктует необходимость локализации и точечного исправления этих дефектов. Организация автономного узла подготовки инертных материалов позволяет зафиксировать минимальную и прогнозируемую себестоимость продукции, защищенную от внешних колебаний. Замена одного неэффективного теплового агрегата восстанавливает общие показатели производительности всего комплекса, исключая необходимость колоссальных затрат на приобретение новой смесительной установки.

Для создания стабильной и независимой технологической инфраструктуры на базе действующего предприятия инженерам необходимо внедрять передовые агрегаты. Нецелесообразно списывать всю установку, если ее механическая часть исправна. Фокус внимания должен быть направлен на замену элементов, которые напрямую определяют расход топлива и качество готовой смеси, гарантируя стабильный фракционный состав сыпучих материалов на выходе из сушильной камеры.
Классификация и кинематика: технологические различия современных сушильных агрегатов

Для правильного подбора оборудования на этапе модернизации техническому руководству предприятия необходимо четко разделять существующие модификации сушильных узлов по принципу их работы и кинематической схеме. Конструктивные особенности тепловых агрегатов напрямую определяют производительность АБЗ, стабильность поддержания температурного режима и итоговый расход газа или жидкого топлива. В современной дорожной индустрии наибольшее распространение получили два основных типа организации процесса сушки минерального сырья: прямоточный и противоточный.
Выбор конкретной схемы движения материалов и дымовых газов зависит от спецификации выпускаемых асфальтобетонных смесей и условий эксплуатации оборудования:
- Противоточные сушильные комплексы: В данных системах сырой песок и щебень движутся навстречу высокотемпературному потоку газов от горелки. Это обеспечивает максимальный КПД теплообмена, так как наиболее нагретый материал на выходе контактирует с зоной максимальной температуры факела. Подходит для большинства стандартных и высокопроизводительных асфальтосмесительных установок.
- Прямоточные сушильные комплексы: Процесс горения и движение сыпучих материалов направлены в одну сторону. Данный тип применяется в специализированных смесителях непрерывного действия или при переработке специфического сырья, где требуется исключить перегрев мелкой фракции на входе в камеру нагрева.
Помимо схемы теплообмена, промышленные сушильные установки существенно различаются по своей компоновке и габаритным размерам обечайки. Традиционные одноходовые агрегаты серии С требуют значительной площади для монтажа, так как длина их корпуса должна обеспечивать необходимое время нахождения песка внутри барабана для полного испарения влаги. Современной альтернативой выступают комбинированные двухходовые и трехходовые высокотемпературные модификации серий 2СГМ и 3СГМ, где за счет внутренних вложенных цилиндров удается получить аналогичную длину пути прогрева при кратно меньших внешних габаритах машины.
Критически важным элементом модернизации является выбор типа механического привода, который передает крутящий момент на вращающийся корпус агрегата. Старые конструкции АБЗ массово оснащались шестеренчатым приводом с открытым зубчатым венцом и подгорновыми роликами. Такая кинематика имеет ряд существенных недостатков: открытая передача подвержена катастрофическому абразивному износу из-за постоянного попадания пыли и мелкого кварцевого отсева, требует непрерывного технического обслуживания, смазки и регулярного проведения дорогостоящих ремонтных работ по замене изношенных секторов венца.
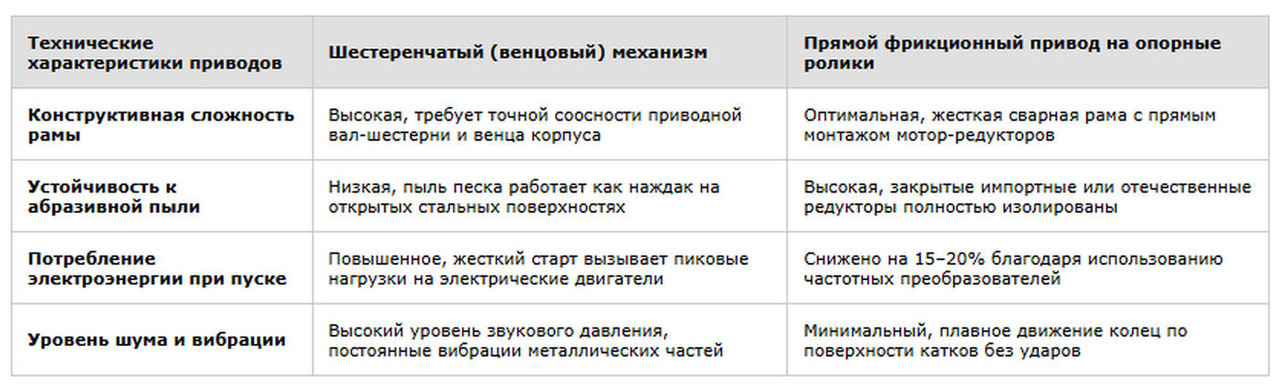
Передовой инжиниринг предусматривает полный отказ от венцовых передач в пользу фрикционного привода. В этой схеме крутящий момент передается напрямую через мощные опорные катки (ролики) на массивные стальные бандажи, жестко закрепленные на внешнем листе корпуса барабана. Изготовление таких колец и катков выполняется из кованых сталей повышенной твердости с обязательной ультразвуковой проверкой сварных швов и финишной шлифовкой рабочих поверхностей, что обеспечивает увеличение общего срока службы механизмов в несколько раз и снижает риск внеплановых простоев завода.
Внутренняя архитектура обечайки: физика массообмена и зонирование лопастных насадок
Эффективность удаления влаги и нагрева каменных материалов внутри вращающегося корпуса определяется не столько мощностью горелочного устройства, сколько внутренней архитектурой обечайки. Чтобы тепловая энергия от сгорания газа или жидкого топлива передавалась наполнителю с максимальным КПД, внутри барабана создается непрерывная взвешенная завеса. Песок и щебень должны равномерно распределяться по всему сечению камеры нагрева, формируя плотную штору из падающего материала, сквозь которую проходят высокотемпературные дымовые газы.
Для реализации этого процесса внутреннее пространство сушильного агрегата разделяется на несколько функциональных зон, каждая из которых оснащена насадками специальной формы:
- Винтовая (входная) зона загрузки: Располагается непосредственно у входного лотка. Здесь установлены наклонные спиральные лопасти, которые выполняют роль шнека. Их задача — максимально быстро эвакуировать холодный мокрый песок вглубь барабана, предотвращая забивание загрузочной течки и обратный выброс сырья.
- Подъемно-лопастная зона (сектор теплообмена): Занимает основной объем корпуса. Специальные стальные лопатки захватывают материал при вращении, поднимают его в верхнюю точку и сбрасывают вниз. Шаг, высота и угол наклона этих креплений рассчитываются таким образом, чтобы падающий песок перекрывал весь диаметр обечайки, создавая идеальные условия для испарения влаги.
- Зона финишного прогрева и выгрузки: Находится в конце тракта перед распределительным бункером горячего элеватора. Лопатки в этой части имеют уменьшенную высоту или заменяются прямыми полосами, чтобы стабилизировать фракционный состав, завершить нагрев каменных материалов до рабочей температуры и направить их на выход без лишнего пылеобразования.
Тяжелые условия эксплуатации, постоянное абразивное воздействие кварцевого зерна и экстремальный температурный режим предъявляют жесткие требования к материаловедению. Изготовление внутренних лопаток и футеровки выполняется из износостойких марок сталей и высокомарганцовистого литья. Применение качественного стального листа типа 09Г2С или износостойких импортных аналогов защищает стенки корпуса от преждевременного истирания, исключает деформацию внутренних элементов под воздействием пламени горелки и гарантирует многолетний срок службы узла сушки без частых остановок на ремонт.
Взаимосвязь теплового контура, настройки горелки и системы аспирации
Процесс первичного подогрева минерального наполнителя требует ювелирной балансировки всех элементов теплового контура. Стабильный нагрев сырья возможен только при синхронизированной работе трех ключевых компонентов: сушильной камеры, модулируемой горелки и вытяжного вентилятора дымососа. Если нарушить это равновесие, даже самый надежный агрегат начнет перерасходовать топливо, а мелкодисперсная пыль станет забивать фильтры и уноситься в атмосферу, оказывая негативное воздействие на окружающую среду.
Современные промышленные горелки (газовые, дизельные или комбинированные) работают под управлением автоматических систем, которые непрерывно контролируют соотношение «топливо-воздух» на основе входящих параметров сырья. Автоматика оценивает количество подаваемого песка, его начальную температуру и влажность. При изменении этих показателей система мгновенно корректирует интенсивность горения факела и объем подаваемого воздуха, обеспечивая полное сгорание энергоносителя без образования копоти.
Не менее важную роль играет газодинамика внутри обечайки, за которую отвечает аспирационный тракт. Высокотемпературные газы должны двигаться с оптимальной скоростью: слишком быстрое движение вызовет колоссальный унос мелких фракций песка (менее 0,315 мм) из зоны нагрева, а слишком медленное — приведет к падению температуры ниже точки росы. Для решения этой проблемы на современных производствах применяется двухступенчатая система очистки дымовых газов:
- Первая ступень (осадительные циклоны): За счет центробежной силы улавливают из воздушного потока крупную минеральную пыль и возвращают ее обратно в технологический процесс, сохраняя исходный состав смеси.
- Вторая ступень (импульсные рукавные фильтры): Обеспечивают тонкую финишную очистку газов от мельчайших частиц. Автоматический контроль температуры на этом этапе критичен: падение температуры ниже точки росы вызывает образование конденсата, из-за чего сухая пыль превращается в плотный влажный шлам, наглухо блокирующий ткань рукавов.
Точечная модернизация сушильного барабана в связке с правильной настройкой системы аспирации позволяет радикально оптимизировать расход топлива. Оптимизированная геометрия лопаток снижает первичную запыленность потока, уменьшая нагрузку на рукавные фильтры. Это защищает ткань от преждевременного износа и прогара случайными искрами, переводя весь асфальтобетонный комплекс на качественно новый уровень экологической безопасности и энергоэффективности.
Экономический калькулятор (ТЭО) и сопутствующие узлы АБЗ

Для принятия окончательного решения о модернизации руководству предприятия необходим точный финансовый расчет. Технико-экономическое обоснование (ТЭО) наглядно демонстрирует разницу между капитальными затратами на приобретение нового завода (CAPEX) и локальными вложениями в обновление существующего теплового контура (OPEX). Практика эксплуатации дорожно-строительной техники в регионах России показывает, что интеграция нового сушильного узла в рамки имеющихся линий (таких как Кредмаш, ДС-158, ДС-185, Teltomat или Ammann) обходится в разы дешевле покупки целого комплекса.
Основной экономический эффект от точечной замены теплового агрегата складывается из нескольких факторов:
- Снижение расхода энергоносителей: Замена прогоревшего барабана на новый, с оптимизированной системой внутренних лопаток, позволяет снизить удельный расход магистрального газа на 1,5–2 кубических метра на каждую тонну готовой смеси. При объемах производства в 30 000 тонн за строительный сезон это обеспечивает колоссальную экономию бюджета.
- Работа на дешевом сырье: Современный надежный агрегат позволяет заводу отказаться от закупки дорогого предварительно высушенного песка у посредников. Предприятие может приобретать дешевый сырой карьерный отсев или песок с высокой естественной влажностью и самостоятельно доводить его до эталонных 0,5% влажности прямо на площадке.
- Минимизация простоев: Исключение аварийных ремонтов, связанных с деформацией старого корпуса, экономит средства на покупку экстренных запчастей и предотвращает срывы графиков непрерывной отгрузки горячего асфальта на объекты строительства.
Параллельно с установкой сушильной камеры инженеры проводят ревизию сопутствующих узлов. Модернизированный барабан бесшовно стыкуется с существующими агрегатами питания, конвейерами подачи, битумными емкостями, насосами и силосами для хранения минерального порошка. Это позволяет полностью сохранить общую логику работы завода, точно настроить весовое дозирование всех компонентов каменных материалов и жидкого битума, гарантируя быструю окупаемость проекта за один строительный сезон.
Ответы на технические вопросы по теме
В данном разделе собраны наиболее частые и сложные вопросы инженеров, технологов и начальников производств, касающиеся эксплуатации и ремонта сушильного оборудования асфальтобетонных заводов в России.
Как определить критический износ бандажа и опорного ролика сушильного барабана?
Визуальными признаками критического износа являются появление питтинга (выкрашивания металла), глубоких раковин, наклепа и конусности на рабочих поверхностях трения. Измерения проводят с помощью специального измерительного инструмента: если износ толщины кольца бандажа превышает 10% от стандартной проектной характеристики, или на поверхности катков образовалась выработка глубиной более 5 мм, узлы подлежат механической шлифовке или полной замене. Нарушение геометрии катков приводит к росту вибрационных нагрузок на подшипники двигателей и раму.
Каковы причины осевого смещения (гуляния) барабана по опорным каткам?
Осевое смещение корпуса происходит из-за нарушения регулировки угла наклона опорных роликов относительно продольной оси барабана, естественного износа упорных колец, перекоса несущей сварной рамы или неравномерной загрузки сырья внутри камеры. Для устранения дефекта техническому персоналу необходимо провести точную юстировку положения роликов под нагрузкой в процессе вращения, добиваясь равномерного распределения усилий и стабильного положения корпуса без критического давления на упорные подшипники.
Какая толщина стенки обечайки считается оптимальной для тяжелых условий эксплуатации?
Для промышленных установок средней и высокой производительности оптимальной считается толщина стального листа обечайки от 10 до 16 мм в зависимости от диаметра корпуса. Использование сертифицированных марок жаропрочной и конструкционной стали (например, 09Г2С) указанной толщины обеспечивает необходимую жесткость конструкции при циклическом нагреве, предотвращает появление термических деформаций («яйцевидности») под весом многотонной массы щебня и гарантирует длительный срок службы до первого капитального ремонта.
Как автоматизация АСУ ТП защищает сушильный агрегат от перегрева при аварийной остановке конвейера?
Современные электрические системы управления связаны единым алгоритмом безопасности. При внезапной остановке ленточного конвейера подачи или элеватора горячего материала датчики контроля оборотов мгновенно передают сигнал на пульт управления. Автоматический блок управления АСУ ТП за доли секунды осуществляет аварийный сброс пламени горелки или переводит ее в режим минимального горения, предотвращая локальный перегрев и прогар обечайки в зоне отсутствия охлаждающего сырья.
Как сушка песка влияет на адгезию битума к каменным материалам в смесителе?
Остаточная влажность минерального наполнителя является главным врагом качественного сцепления. Если песок недосушен и имеет влажность более 0,5%, микроскопическая пленка воды на поверхности зерна блокирует адгезию горячего битума. В процессе смешивания это приводит к образованию дефектов и быстрому выкрашиванию щебня из готового дорожного полотна. Равномерный нагрев и стопроцентное удаление влаги внутри сушильной камеры гарантируют идеальное обволакивание каменных материалов вяжущим компонентом.
Заключение: внутренний технологический суверенитет как долгосрочное преимущество бизнеса
В условиях жестких макроэкономических ограничений и высокой стоимости финансовых ресурсов дорожно-строительная отрасль России переходит на рельсы прагматичного управления активами. Стратегия экстенсивного обновления, базирующаяся на покупке дорогостоящих импортных комплексов под ключ, уступила место точному инженерному расчету и локальной модернизации. Инвестиции в восстановление ключевых технологических узлов позволяют предприятиям сохранять независимость от внешних рыночных факторов.
Своевременная замена изношенных тепловых агрегатов на современные отечественные аналоги решает главную задачу бизнеса — радикальное снижение операционных издержек при сохранении стабильного качества выпускаемой продукции. Доступность запасных частей, оперативный сервис и возможность быстрой адаптации оборудования под конкретные типы регионального сырья становятся фундаментальными критериями устойчивости предприятий.
По мнению специалистов Завода Дормаш, глубокая модернизация сушильных узлов силами отечественного машиностроения позволяет дорожно-строительным компаниям не просто выживать в кризис, а формировать прочный технологический фундамент для будущего роста. Отказ от кабальных кредитных линий в пользу точечного инжиниринга гарантирует прогнозируемую себестоимость строительства, бесперебойные поставки материалов и полную безопасность бизнеса в любых экономических условиях.






























